Металлорежущим станком называют технологическую машину, на которой путем снятия стружки с заготовки получают деталь с заданными размерами, формой, расположением и шероховатостью отверстий.

окарные станки — самый распространенный тип металлообрабатывающего оборудования. Токарное оборудование, предназначенное для обработки металла, бывает разных типов: напольное, настольное — в зависимости от целей использования. Кроме того различают станки с ЧПУ и без него.
Любой металлообрабатывающий токарный станок (включая современные центры по обработке металлов) работает в соответствии с принципом: заготовка, предназначенная для обработки, жестко закрепляется в патроне, закрепленном на шпинделе, вращающимся посредством приводного механизма с заданной частотой.
В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т).
Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки.

Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок.
Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).
На универсальных станках за все перемещения отвечает токарь и качество полученной детали очень сильно зависит от его квалификации. На станках с ЧПУ рабочие органы перемещаются по программе и влияние человека сводится к отладке этой программы и привязке режущего инструмента.
Для сокращения непроизводственных затрат времени на станках скорость вспомогательного хода (ускоренных перемещений) обычно больше скорости рабочего хода. На универсальных станках это достигается использованием отдельного мотора ускоренной подачи или переключением муфт, а на станках с ЧПУ — включением моторов на больших скоростях.
Универсальные
На этих токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец (режущий инструмент) перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Класс точности станков — нормальный – Н (Высокий В и Повышенный П — специсполнение).
Карусельные
Характеризуются наличием вертикальной оси вращения и применяются при обработке заготовок большого размера и малой длины.
Применяются для обработки единичных или мелкосерийных заготовок с большой массой и габаритами, служащими преградой для производительной обработки в станках с наклонной станиной.
Токарно-карусельные станки в зависимости от максимального диаметра обработки конструктивно могут быть одностоечные и двухстоечные.
Строение универсального токарного станка
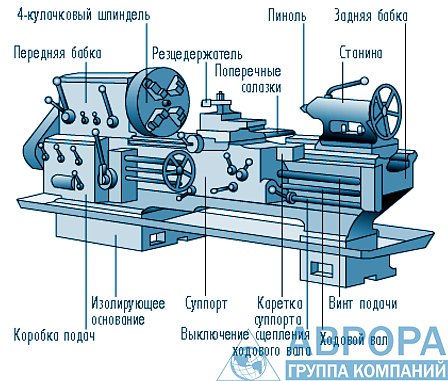
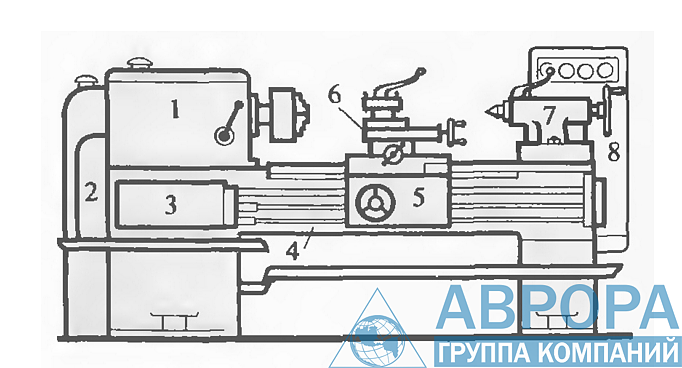
Рис.1. 1 — передняя бабка с коробкой скоростей, 2 — гитара сменных колес, 3 — коробка подач, 4 — станина, 5 — фартук, 6 — суппорт, 7 — задняя бабка, 8 — шкаф с электрооборудованием.
Станина
Станина — элемент, на котором установлены все рабочие части и механизмы, который является основанием станка. Станина представляет собой жесткую структуру с оребрением, которое с одной стороны уменьшает массу используемого металла, а с другой обеспечивает достаточную жесткость конструкции.
Она оснащена направляющими, по которым перемещаются продольный суппорт (ось Z).
Тумбы
Служат для подъема станины к зоне обработки и крепления станка к фундаменту, количество тумб зависит от РМЦ станков, но не менее 2х. Очень часто в одной из тумб располагается бак СОЖ с насосом. Между тумбами — поддоны для сбора СОЖ и стружки.
Шпиндельная бабка

Передняя бабка находится обычно на левом конце станины; она выполняет функцию опоры, поддерживающей деталь при обработке и сообщающей ей вращение. От электродвигателя через шкивы и клиновые (или поликлиновые) ремни вращение передается на первый вал шпиндельной бабки.
Далее через систему кинематики оператор имеет возможность выбрать необходимую для обеспечения процесса резания скорость вращения шпинделя. На шпиндель крепится патрон с механическим или механизированным приводом, планшайба, технологическая оснастка. Количество кулачков зависит от выполняемой операции и массы заготовки.
Шпиндель оснащен подшипниками скольжения или подшипниками качения, которые находятся в корпусе передней бабки. К торцу шпинделя или к переходной плите также можно прикрепить патрон или планшайбу для фиксации заготовки. Планшайба представляет собой устройство для надежного крепления заготовок на столе токарного станка путем стабилизации усилия зажима.
Коробка подач

Если станок универсальный, то на передней бабке также располагается коробка подач, через вал отбора мощности передающая вращение на шестерни коробки подач.
Гитара
Коробка подач в форме гитары сменных колес.
Гитара сменных колес предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес с необходимой степенью точности. Подвижная доска гитары (приклон) позволяет компенсировать отклонения расположения осей соединяемых валов и применять передачи с непостоянным межцентровым расстоянием.
Фартук
Фартук — элемент, преобразующий вращательное движение в поступательное. Каретка движется по направляющим, обеспечивая продольное перемещение резца вдоль детали.
Подача осуществляется трапециедальными винтами.
Суппорт
Одним из основных узлов конструкции является суппорт с резцедержателем. Суппорт осуществляет перемещение резца, неподвижно зафиксированного в резцедержателе, в различных плоскостях относительно оси вращения заготовки. Таким образом осуществляется поперечная подача резца. Главным принципом классификации резцов является их технологическое назначение. Максимальный диаметр заготовки, который возможно провернуть над суппортом без касания, считается диаметром заготовок типа вал.
Задняя бабка
Задняя бабка с выдвигающейся пинолью предназначена для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток).

Конус пиноли служит для фиксации вращающегося центра, это обеспечивает дополнительную вращающуюся точку опоры для крепление второго края заготовки (если она имеет существенную длину). На тяжелых станках применяется вращающаяся пиноль и неподвижный центр.
Оснастка
Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки.
Для контроля точности обработки деталей токарь использует штангенциркули, микрометры, калибры, шаблоны, угломеры и другие измерительные инструменты.
Резцы

Различают следующие типы токарных резцов:
- проходные — для обтачивания наружных цилиндрических и конических поверхностей;
- расточные (проходные и упорные) — для растачивания глухих и сквозных отверстий (с расточными станками в продаже от компании СтанкоМашКомплекс можно ознакомится по ссылке);
- отрезные/канавочные — для отрезания заготовок и обработки канавок;
- резьбовые — для нарезания наружных и внутренних резьб;
- фасонные — для обработки фасонных поверхностей;
- прорезные — для протачивания кольцевых канавок;
- галтельные — для обтачивания переходных поверхностей между ступенями валов по радиусу.
Виды токарных резцов по характеру обработки:
- черновые,
получистовые,
- чистовые.
По направлению обработки:
- левые,
- правые.
По конструкции:
- цельные,
- с приваренной пластиной,
- со сменными пластинами.

Люнеты
Люнеты бывают подвижные, неподвижные, открытые. Служат для поддержки длинных деталей в процессе обработки.
Опции
Имеют возможность дополнительной установки УЦИ, оптических линеек, приспособления для обработки конусов.
Электрооборудование
Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателей, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Токарный станок с ЧПУ
Класс точности станков — Н (В и П — специсполнение).
Высокая точность обработки обеспечивается:
- точностью позиционирования поперечного и продольного суппорта с дискретностью 1 мкм;
- стабильностью положения режущего инструмента в револьверной головке при автоматической смене;
- высокой жесткостью суппортов;
- высокой жесткостью шпинделя, выполненного на прецизионных опорах качения, позволяющих совмещать предварительные и финишные операции.
Высокая производительность станка может достигаться за счет:
- использования гидравлического патрона и податчика прутка,
- возможности предварительной и финишной обработки большого количества поверхностей за один установ с использованием всех позиций револьверной головки,
- компенсации износа инструмента посредством электронной коррекции.
Имеется возможность многостаночного обслуживания (1 оператор на несколько станков).
Широкий диапазон регулирования частоты вращения шпинделя обеспечивается за счет применения в качестве главного привода электродвигателя переменного тока с частотным преобразователем.
Виды станков с ЧПУ:
Вертикальные. Применяются для обработки заготовок с большой массой и габаритами.
- Одностоечные.
- Двухстоечные.
Горизонтальные.
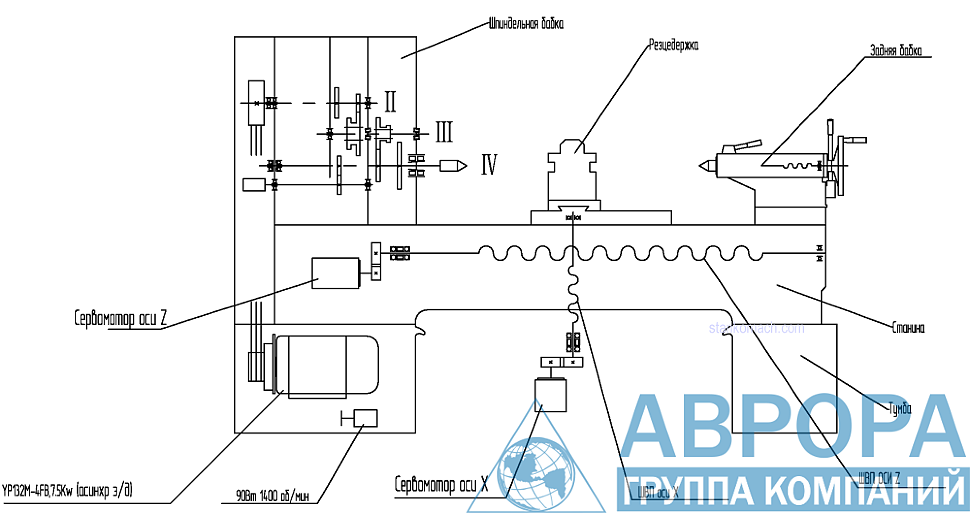
Строение токарного станка с ЧПУ. Прямая станина
Несущая система станка образуется совокупностью элементов станка, через которые замыкаются силы, возникающие между инструментом и заготовкой в процессе резания.
Станина предназначена для установки всех элементов оборудования и обеспечения жесткости системы. Чаще всего применяется литая, стабилизированная и шлифованная станина. Относительно нее ориентируются и перемещаются подвижные детали и узлы.
Прямая станина — самый распространенный на данный момент тип токарного станка.
Как и у универсальных станков, обрабатываемая заготовка получает вращение от шпинделя станка, а режущий инструмент закрепляется в резцедержке на суппорте и осуществляет формообразующие движения по двум координатным направлениям X и Z. Ось Z совпадает с направлением оси шпинделя, а ось X перпендикулярна ей.
Направляющие являются опорными поверхностями, обеспечивающими требуемое взаимное расположение и возможность относительного перемещения узлов, несущих инструмент и заготовку. Направляющие для перемешения узла должны допускать только одну степень свободы движения. это достигается соответствующей конструкцией направляющих или силовым замыканием (действием сил тяжести, подпружиненных элементов и т.п.) Направляющие изготавлены из серого чугуна как одно целое со станиной: по оси Z чаще всего V-образные, по оси Х — ласточкин хвост. Накладные направляющие практически не применяются.
Направляющие на станках с наклонной станиной — прямоугольные скольжения или роликовые качения.
Шпиндельная бабка
Обеспечивает передачу момента от электродвигателя к шпинделю, чаще всего в корпусе шпиндельной бабки размещена зубчатая коробка скоростей. Обычно имеет несколько диапазонов скоростей для обеспечения оптимальных режимов обработки различных материалов.
Может иметь ручное или автоматическое переключение диапазонов. Способ переключения диапазонов (передач) в основном определяется назначением станка, частотой переключений и длительностью рабочих перемещений. Для станков с бесступенчатым регулированием скорости внутри диапазона является вторичным условием выбора станка, т.к. переключения достаточно редки.
Изменение скорости вращения шпинделя может быть ступенчатым или бесступенчатым внутри диапазона:
- Ступенчатое вращение осуществляется через зубчатую коробку скоростей от асинхронного мотора (чаще двухскоростного)+ручное переключение диапазонов+муфты. Реализует ограниченное количество скоростей вращения шпинделя. Обычно 12 неизменяемых позиций.
- Бесступенчатое вращение (в том числе внутри диапазона) осуществляется асинхронным двигателем и частотным преобразователем или сервоприводом шпинделя; дискретность изменения — 1 об/мин. Бесступенчатые приводы обеспечивают возможность плавной настройки режимов обработки без останова станка с высокой точностью. Применение бесступенчатого привода позволяет повысить производительность путем выбора наиболее целесообразного режима обработки и сохранить постоянную скорость резания при поперечном точении (при увеличении или уменьшении диаметра обрабатываемой заготовки). Управление гидроприводом или с механическими варианторами практически не применяется. Возможность переключения 2-3 диапазонов позволяет получать различные диапазоны скорости вращения и вращающего момента.
Шпиндель — обычно полый — обеспечивает возможность фиксации и обработки прутковых заготовок.
Для обеспечения необходимой точности обработки в течение заданного срока службы шпиндели должны обладать жесткостью, стабильностью положения оси при вращении, износостойкостью опорных, посадочных и базирующих поверхностей, виброустойчивостью. Для соответствия указанным требованиям шпиндели, как правило, изготавливаются из стали и подвергаются термической обработке (цементации, азотированию, объемной и поверхностной закалке, отпуску).
На шпинделе или на промежуточном валу, вращающемся с той же скоростью, устанавливается датчик скорости вращения шпинделя. Это позволяет получать данные о реальной скорости вращения шпинделя, осуществлять синхронизацию осей для нарезания резьбы.
Примечание:
Для станков с высокой и повышенной степени точности рекомендовано применять шестеренчатую зубчатую коробку с раздельным приводом. Коробка скоростей соединяется со шпинделем ременной передачей и лишена недостатков встроенной зубчатой коробки. Нагрев во время работы, вибрации от зацепления зубьев оказывают меньшее воздействие на шпиндель. Этих недостатков также лишены станки с наклонной станиной.
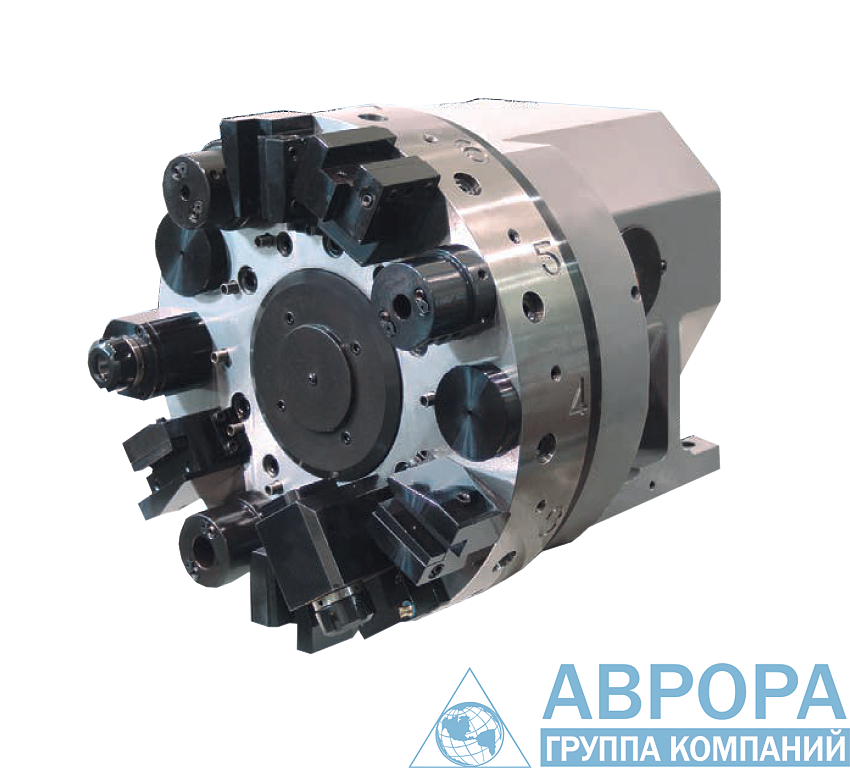
Резцедержка
Может иметь 4, 6, 8 или 12 позиций в зависимости от максимального диаметра обработки. Большее количество инструментов необходимо при изготовлении сложных деталей, точении труднообрабатываемых материалов, когда инструменты имеют малый период стойкости или при частой переналадке для обработки разнотипных деталей и т. п.
Электрооборудование
В процессе эволюции электрооборудование станка занимает все меньшую площадь и обеспечивает большие возможности автоматизации.
Плавное изменение оборотов вращения шпинделя, поддержание постоянства скорости резания, увеличение количества одновременно интерполируемых осей и точности позиционирования, возможность подключения дополнительного оборудования.
Электромагнитные или механические муфты в коробках станков применяются все реже.
В станках с ЧПУ при любом конструктивном решении привода подач для перемещения рабочего органа по каждой из координат предусмотрен самостоятельный привод. В основном применяются сервоприводы с точным датчиком обратной связи по положению. Шаговые привода используются на хоббийных станках. Электро-гидравлические приводы, приводы с электромагнитными муфтами, гидрокопиры и приводы постоянного тока в новых станках практически не применяются.
Система СОЖ и смазки
Система смазывания предназначена для подачи, дозирования и распределения смазочного материала, а также контроля и управления смазыванием. От эффективности действия системы смазывания зависят такие важнейшие показатели качества работы станков, как точность, долговечность, экономичность, бесшумность.
Система смазки шпиндельной бабки, централизованная смазка направляющих и ШВП, система подачи СОЖ в зону резания увеличивают срок эксплуатации станка и помогают обеспечить режимы резания, обеспечить отвод тепла и чистоту поверхности.
Смазка подшипников и шестерен шпиндельной бабки на современных станках осуществляется принудительным поливом.
Оснастка
Оснастка на станках с ЧПУ может применяться и с универсальных станков, но за счет более высокой точности и больших скоростей вращения рекомендуется подбирать специализированные оправки.
Оси подач
Сервоприводы по заданию ЧПУ осуществляют перемещение осей и контроль позиции. Сервомотор, вращаясь через муфту, передает вращение на ШВП. ШВП перемещает механические узлы выбранной координаты.
Винтовые пары качения имеют низкие потери на трение, достаточно высокую жесткость и технологическую надежность. Устранение зазоров в резьбовом шариковом соединении между рабочими поверхностями резьбы винта и гайки и шариками и создание предварительного натяга производится за счет взаимного сближения полугаек, их осевого перемещения или взаимного поворота. Высокая работоспособность и точность передачи винт-гайка качения обеспечивается высокой твердостью рабочих поверхностей.
Защита зоны резания
Кабинетная защита и раздвижные двери уменьшают разлет стружки и СОЖ при интенсивных режимах обработки.
Строение токарного станка с ЧПУ. Наклонная станина

Отличия от прямой станины
- высокие обороты шпинделя (до 5000 об/мин), возможность «жесткого точения»;
- большая степень автоматизации (гидравдический патрон, пиноль задней бабки, податчик прутка);
- большое количество позиций резцедержки (8, 10, 12);
- закрытые направляющие зоны резания, высокая скорость подачи по осям;
- отвод стружки под действием силы тяжести, подачи СОЖ, подачи СОЖ под давлением, имеется стружкосборник.
Задняя бабка
Имеет отдельные направляющие для перемещения вдоль оси шпинделя.
Защита направляющих
Предохраняет рабочие поверхности от попадания на них пыли, стружки, грязи и уменьшает смывание масляной пленки. Обычно представляет собой телескопическую конструкцию, расчитанную в сложенном и полностью раскрытом состоянии на максимальные перемещения по осям.
Шпиндельная бабка
Не имеет зубчатой коробки скоростей, шпиндель вращается бесступенчато на всем диапазоне работы станка. Вращение может обеспечиваться через поликлиновой ремень от серводвигателя шпинделя или напрямую от моторшпинделя. Для обеспечения повышения момента используют ведущий и ведомый шкивы разного диаметра. Опционально применяют отдельную двухдиапазонную Z коробку с редукцией 1:1 и 1:4 (1:6), устанавливаемую на вал двигателя шпинделя.
Токарные обрабатывающие центры
Обрабатывающий центр совмещает функции токарного и фрезерного станков и позволяет производить комплексную высокоточную обработку. Подобные станки предназначены прежде всего для производства сложных деталей, требующих как операции точения, так и фрезерования.
Особенности:
- позиционирование шпинделя на заданный угол,
- одновременная интерполяция 3х и более осей,
- приводной инструмент,
- противошпиндель,
- ось Y,
- дополнительная резцедержка и прочие средства автоматизации.
Задняя бабка может перемещаться вручную, зацеплением за суппорт Z или иметь отдельный привод. Пиноль может заменяться на противошпинделе.
Точность станков и качество обработки
Качество обработки на станке непосредственно связано с его точностью, которая характеризует степень влияния различных погрешностей станка (геометрических, кинематических, упругих, температурных и динамических) на точность изготовляемых деталей.
Геометрические погрешности зависят от точности изготовления деталей, сборки и установки станка, а также износа узлов в процессе эксплуатации. Они влияют на точность взаимного расположения режущего инструмента и заготовки в процессе формообразования.
Кинематические погрешности определяются ошибками в передаточных числах различных передач кинематической цепи, возникающими вследствие погрешностей отдельных элементов станка (зубчатых колес, червяков, винтовых пар и др.).
Упругие погрешности связаны с деформациями станка, которые вызывают изменение взаимного расположения инструмента и заготовки под действием сил резания и характеризуются жесткостью станка (станины), т.е. его способностью сопротивляться образованию деформации.
Температурные погрешности возникают главным образом вследствие неравномерного нагрева/охлаждения различных элементов станка в процессе его работы (что приводит к изменению начальной геометрической точности) и оказывают существенное влияние на качество обработки деталей, особенно высокоточных.
Динамические погрешности связаны с относительными колебаниями инструмента и заготовки. Они ухудшают качество обработки, могут снижать стойкость режущего инструмента и долговечность станка.
Кроме указанных погрешностей станка на качество обработки значительное влияние оказывают погрешности режущего инструмента, возникающие при его изготовлении и установке на станке, а также износ режущей части в процессе эксплуатации.